




Environmental test chambers for standard SAE J2721 Recommended corrosion test methods for commercial vehicle components
This standard provides an overview of the commercial vehicle corrosion environment and procedures that are useful for evaluating the performance of components intended for use in this environment. This standard needs a climatic chamber--cyclic salt spray test chamber.

Vehicle level testing is discussed in 9.1. Vehicle testing tends to be more representative of real world testing than laboratory testing. However, test procedures must be tailored to accommodate varying environmental conditions at particular test facilities.
Laboratory testing is discussed in 9.2. While less representative of real world conditions, laboratory testing is generally more cost effective and repeatable than vehicle level testing.
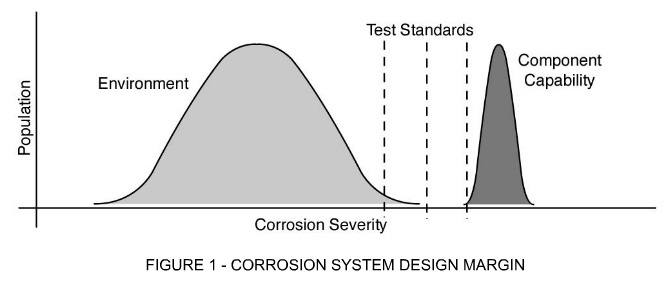
Components should be designed with corrosion resistance that will protect against the worst-case environmental conditions. Competitive designs may depend upon a number of factors that weigh cost versus risk and/or performance.
Variability in the environment and corrosion performance results from:
l Regional conditions in which the vehicle is operated.
l The vehicle vocation(eg., on-highway operation differs from refuse operation).
l Exposure to corrosive elements varies depending on where components are located on the vehicle.
l Severity is dependent on length of exposures(not all components are designed for the life of the vehicle).
l Process variation.
l Material Variation.
The situation is exacerbated because of constantly changing environmental constraints and regulations. The purpose of this standard is to establish test procedures that can be used to validate that designs have the intended corrosion resistance performance. Because the tests are accelerated in nature and intended to represent worst-case conditions, they are not representative of any particular “real world” conditions. Furthermore, end users of components should be aware that inadequate field performance may be due to:
1. Improper application of an appropriately designed and manufactured component.
2. Design issues (inadequate provision for corrosion protection during the design phase).
3. Inadequate process controls control during manufacturing.
In order to take proper corrective action it is important to ascertain the root cause.
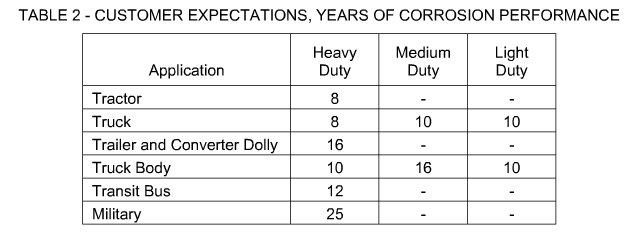
Components must be designed to met customer expectations. This includes both original equipment manufactures and end users that may have differing perspectives. Expectations include both performance and cost effectiveness. Typically the expectation is that a component should not require replacement during its useful life as a result of corrosion. This includes surface and cosmetic corrosion for components where surface appearance is important.
Sample criteria are given in Table 2. These targets are aggressive. Less aggressive targets may be chosen for economic reasons. It is important that specific performance and the associated pass/fail criteria be determined in agreement with the customer.
1. Velocity effects
2. Pitting corrosion
3. Stress corrosion
4. Corrosion fatigue
5. Fretting corrosion
If components are subject to these effects due to their location on the vehicle and operating conditions, corrosion testing must take these effects into account.
Any potential damage to corrosion systems due to installation practices must be taken into account during corrosion testing. In particular, possible damage to the corrosion coatings of rivets and other fasteners during installation should be simulated during testing.
The temperature that components are subjected to in operation is a contributing factor to corrosion. This is the case for exhaust system components, brake components and for certain components located within the engine compartment. If components are subject to these effects due to their location on the vehicle and operating conditions, corrosion testing must take these effects into account.
Galvanic corrosion can result when dissimilar metals are joined together. Components that could be subject to galvanic corrosion should be tested together with their mating parts and fasteners where practical. A portion of a mating part or a substitute with similar characteristics may be used when it is not practical to use the actual components because of size or weight constraints.
Vehicle testing gives the best opportunity to achieve conditions representative of actual use. This is the preferred approach but in many cases this is not practical. It is too expensive to test an entire vehicle to obtain results for a single component. Therefore component supplier are more likely to prefer laboratory testing whereas OEMs may prefer vehicle level testing.
For products that have long operational lives, validation testing, by necessity, must incorporate a degree of acceleration. Otherwise, new vehicle and new component introduction would be delayed beyond viability.
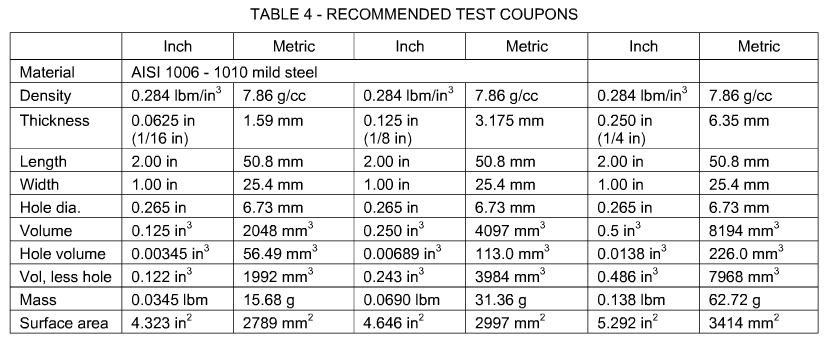
Some means is needed to provide correlation between real world conditions and accelerated test conditions whether testing is conducted on vehicle or in a laboratory. An accepted method for establishing long-term correlation with field results is the use of mass loss coupons.
Mass loss coupons are to be used both to estimate the severity of corrosion in the field and also inserted in test chambers with components to verity that the test severity correlates to real world conditions. The information on this document is to be supported and periodically updated by incorporating results from corrosion test coupons retrieved from fleet operations.
Recommended corrosion test coupons are described in Table 4. The characteristics and dimensions are typical for coupons that are available from a variety of commercial sources. As an alternative, users can produce their own coupons from sheet steel.
For more details, please feel free to contact sales@lenpure.com
Please visit www.lenpure.com




